
 EN
EN
 AR
AR
 BG
BG
 HR
HR
 NL
NL
 FR
FR
 DE
DE
 EL
EL
 HI
HI
 IT
IT
 KO
KO
 PL
PL
 PT
PT
 RO
RO
 RU
RU
 ES
ES
 TL
TL
 IW
IW
 ID
ID
 LV
LV
 LT
LT
 SR
SR
 SL
SL
 UK
UK
 VI
VI
 HU
HU
 MT
MT
 TH
TH
 TR
TR
 AF
AF
 MK
MK
 HY
HY
 AZ
AZ
 UR
UR
 BN
BN
 LA
LA
 NE
NE
 MY
MY
 KK
KK
 UZ
UZ

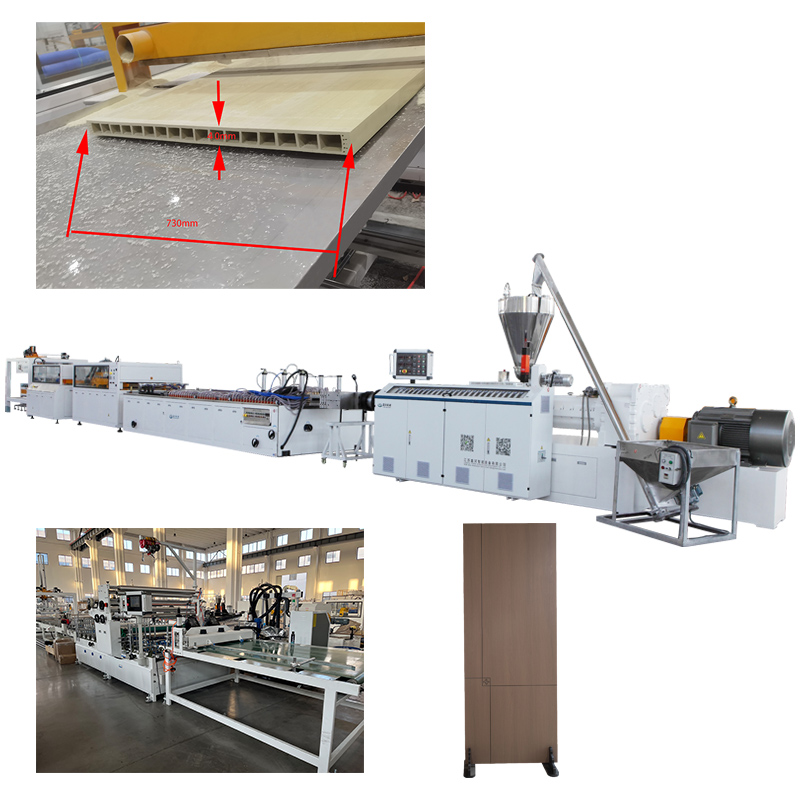
Jiangsu Xinhe Intelligent Equipmentda avtomatlashtirishga oid mutaxassislikka ega mijozlarimiz ba'zida shunday savol beradi: "Agar kesgich yuqori tezlikdagi servodvigatel va PLC boshqaruvidan foydalansa, nima uchun asosiy ekstruder inverterlar va PID boshqaruvchilarga tayanadi?" Javob — ilovaga mos muhandislikda, to'g'ri vazifaga to'g'ri vositani tanlashda yashirilgan.
Ekstruder: Baribir barqarorlik
Ikki vintlali ekstruder — doimiy eritish, aralashtirish va o'tkazishni amalga oshiradigan konussimon ekstruderdir. U murakkab mantiqiy ketma-ketliklar bilan emas, balki quyidagilar orqali muvaffaqiyat qozonadi:
Yog'och tolalarini himoya qilish uchun aniq haroratni saqlash (±1°C ichida)
O'zgaruvchan orqa bosimga nisbatan doimiy moment va tezlik.
Bunday vazifalarda maxsus komponentlar integratsiyalangan tizimlarga nisbatan afzalroqdir. Bizning PID harorat zonasi boshqaruv qurilmalari yuqori sifatli, shuningdek, bizning ABB chastotaviy aynalish qurilmalarimiz ham o'ralgan vint tezligini boshqarish uchun ishlatiladi. Bu boshqaruv qurilmalari isitish/sovitish konturlarida qisqa javob vaqtlariga asoslangan va yuqori elektr shovqin sharoitlariga nisbatan chidamliroqdir. Boshqa tomondan, PLC mantiqiy operatsiyalarda yaxshi ishlaydi, ammo sof analog jarayonni boshqarish uchun maxsus boshqaruv qurilmalari yaxshiroqdir.
Kesgich: Aniqlik — barchasidan ustun
Harakatlanayotgan kesgich harakatlanayotgan profilga mos kelishi kerak: tezlikni oshirish, profil bilan moslashish, aniq kesish (±0,5 mm noaniqlik doirasida) va qaytish — liniya doim harakatda.
Bu quyidagilarni talab qiladi:
Murakkab elektron g'ildirak nisbatlari.
Kodlangan teskari aloqa darhol javob beradi.
Yuqori tezlikdagi harakatni boshqarish
Bu holatda PLC va servoprivoddan foydalanish kerak. U kesish vaqtini boshqaradi, servoprivod bilan mukammal sinxron kesishlarni amalga oshirish usulini muhokama qiladi va uzunliklarni doimiy saqlaydi. PLC boshqaruvsiz bu aniqlikni erishish mumkin emas.
Soddalik orqali ishonchlilik
Yog‘och changi va issiqlikdan, masalan, WPC qayta ishlash jarayonida foydalanganda, ishlash vaqti va soddalik o‘rtasidagi to‘g‘ridan-to‘g‘ri bog‘liqlik kuzatiladi. Agar barcha funksiyalarni bitta katta PLC ga jamlashga harakat qilsak:
Bitta nosozlik butun liniyani to‘xtatadi.
Muammolarni hal qilishda murakkab dasturiy ta'minot diagnostikasi talab qilinadi.
Bizning tarqoq arxitekturamizda nosozlik yuz bergan harorat sensori faqat bitta zonaga ta'sir qiladi va uni osongina almashtirish mumkin. PLC asosida ishlaydigan kesgich yarim mustaqil ravishda ishlaydi. Kesgichning PLC asosidagi tizimi yarim mustaqildir. Bu modullik kichik muammolar tizimning to‘liq to‘xtashi bilan tugamay, balki ularni oldini oladi.
Xinhe falsafasi
Ekstruderda biz eritma sifatini saqlash uchun inversiyalar va maxsus boshqaruv qurilmalaridan foydalangan holda barqarorlikka juda e'tibor beramiz. Kesgichda esa burrsiz yopiq qirralar va minimal chiqindilar olish uchun PLC va servosistemalardan foydalanish afzal ko'riladi.
Har bir tizim HMI ekranli sensorli displey orqali bir-biriga ulangan bo'lib, bu operatorlarga butun tizimni boshqarish imkonini beradi va maxsus komponentlar o'z vazifalarini bajarishlari uchun mo'ljallangan. Bu texnologik cheklov emas, balki yillar davomida ekstruziya sohasida to'plangan tajriba hamda Indoneziya, Meksika, Vetnam va boshqa mamlakatlardagi mijozlar fikrlariga asoslanib muhandislikni optimallashtirishdir.
Xinhe tanlaganingizda siz haqiqiy dunyoda ishlaydigan ishlab chiqarish yechimining jismoniy namoyishi — ya'ni ekstruder doimiy ravishda yurak kabi ishlaydi, kesgich esa qo'l kabi tezkor javob beradi va boshqaruv falsafasi aniqlik hamda sanoat ishonchliligini birgalikda qadrlaydi — ni olasiz.
